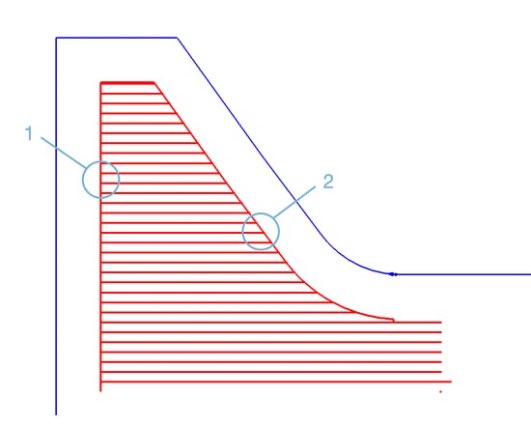
傳統車削方法
由於機台必須以保守的切削速度運行以解決切屑負荷和加速度不一致的情況,因此加工時間更長。
1. 過大的刀R接觸角度
2. 尖角轉折過多
1. 過大的刀R接觸角度
2. 尖角轉折過多
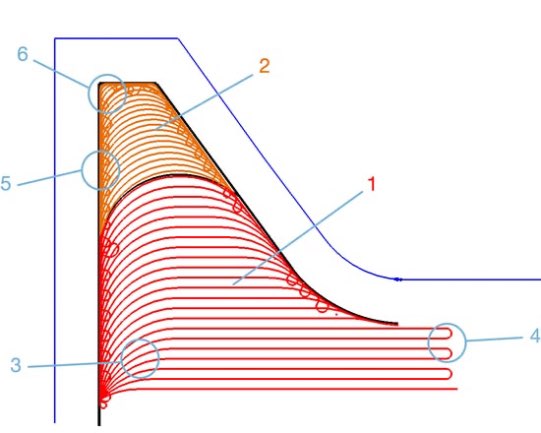
ProfitTurning的優勢
高速擺線車削循環可提高切削速度,從而縮短循環時間並延長刀具壽命。
1. 均勻的切屑負荷路徑
2. 擺線區域
3. 圓弧進退刀具路徑
4. 往復的順暢連結路徑
5. 順暢連接的擺線路徑
6. 角落清角
1. 均勻的切屑負荷路徑
2. 擺線區域
3. 圓弧進退刀具路徑
4. 往復的順暢連結路徑
5. 順暢連接的擺線路徑
6. 角落清角
產品影片